




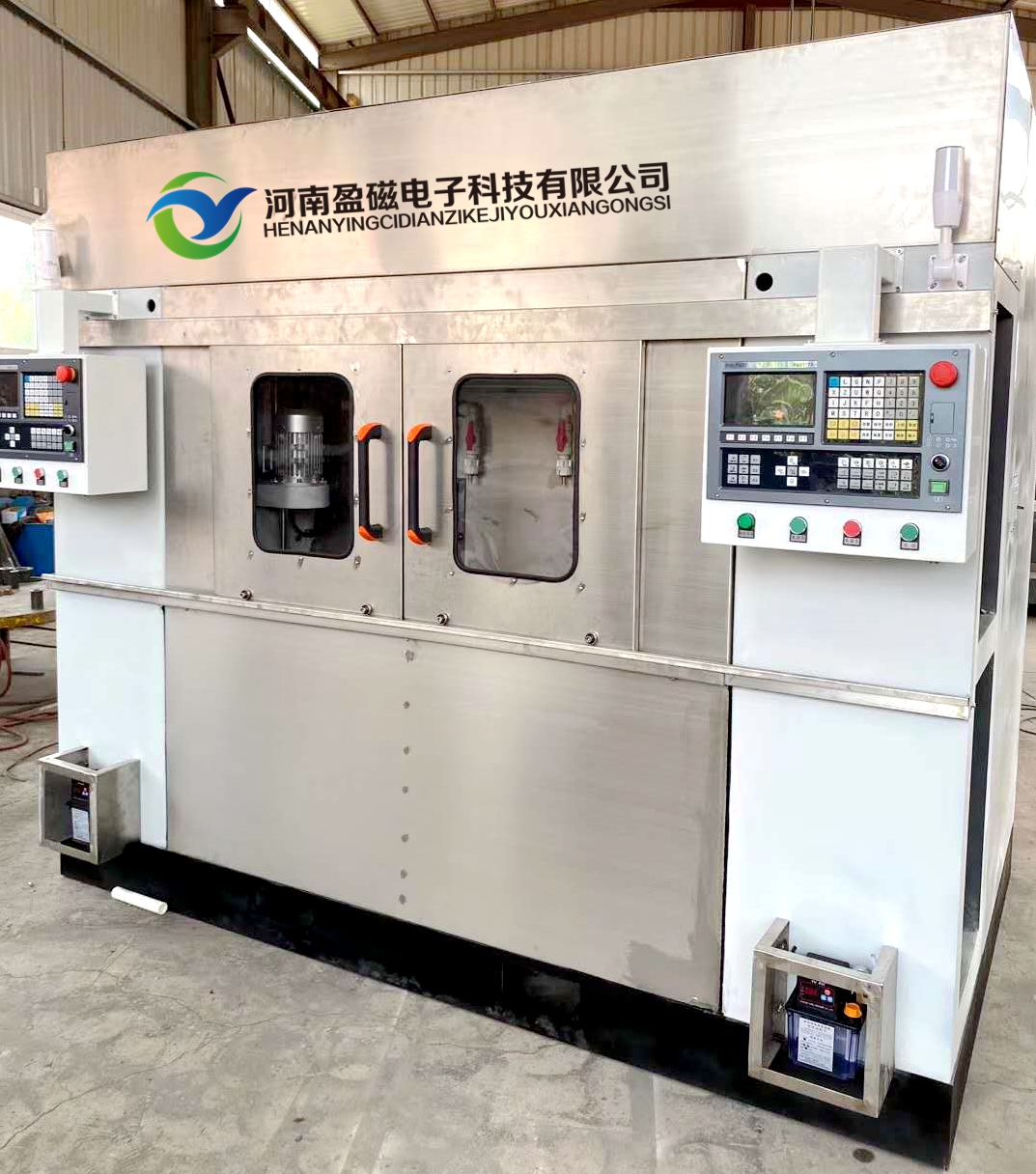

河南盈磁双工位系列数控淬火机床技术参数
类别:淬火感应器固定不动,工件旋转并上下运动,可以同时2个工件淬火。
适用:轴类零件、小型齿轮、链轮表面淬火
数控感应淬火机床是我公司研发的机电一体化设备,其技术性能在、节能、环保。
本机床采用南京众大数控系统控制工位上下(淬火机床专用系统),能满足链轮、钢套、轴类零件、盘、销、小齿轮、轮毂轴承等零件的感应淬火工艺要求,具有连续、同时、分段连续、分段同时等淬火功能,特别适用于汽车、摩托车、工程机械、机床等行业的小件大批量感应热处理生产。
二.淬火机床主要技术参数
|
最大淬火长度 |
600mm |
|
回转直径 |
450mm |
|
工件转速 |
60-450r/min |
|
最大工件承重 |
150kg |
|
淬火下降速度 |
200-3000mm/min |
|
机床定位精度 |
0.1mm |
|
淬火方式 |
连续扫描淬火;定时淬火;分段扫描淬火; |
|
淬火速度调节 |
无级可调 |
|
淬火升降 |
伺服电机 |
|
控制方式 |
数控系统 |
|
操作方式 |
自动和手动 |
|
数控系统 |
南京众大 |
|
工件转速 |
无级调速 |
|
冷却控制 |
数控 |
|
加热控制 |
数控 |
|
机床重量 |
850kg |
|
机床外形尺寸 |
长2200×宽800×高1800 |
三、 数控淬火机床主要特点
感应淬火机床主要由机床床身、主轴组件、零件旋转机构、零件升降机构、数控系统、变压器调整机构、罩框等部分组成。
机床床身采用焊接结构,具有较好钢性。
滑动组件采用方形导轨,部分零件进行镀铬处理,避免出现生锈;
滑板部分采用铝合金板制作而成后进行氧化防锈处理,使用轻巧耐用抗腐蚀。
零件旋转采用异步电机驱动,通过减速机、同步带传动,通过变频调速可实现零件转速按工艺要求调整。
零件升降机构采用伺服电机驱动,滚珠丝杠、直线导轨,工位上升、下降自由控制,升降速度可按需求设定。
机床上配置有变压器调整架,通过调整,可保证感应器与工件位置准确。
(四)机床电气控制操作及编程
机床采用三相380V,50Hz,交流电源,控制电路为AC220V,整机容量为2.2kW。
机床电控系统主要有数控系统、控制面板、配电板、伺服电机、交流电机、变频器、接近开关及其它电器元件及辅件组成。
配电板上装有变频器、伺服驱动系统、高分断小型断路器、熔断器、继电器、控制变压器等电器元件。
数控系统是控制中心,工作方式、动作执行均由其控制。
伺服电机控制加工工位垂直升降,并配有回参考点和超程保护系统,变频调速交流电机用于工件旋转。










