


感应加热表面淬火基本原理及应用
2020-09-21 00:00:00 来源: 点击:4779 喜欢:0
|
一、应用: 承受扭转、弯曲等交变负荷作用的工件,要求表面层承受比心部更高的应力或耐磨性,需对工件表面提出强化要求,适于含碳量We=0.40~0.50%钢材。 二、工艺方法
快速加热与立即淬火冷却相结合。 三、主要方法: 感应加热表面淬火(高频、中频、工频),火焰加热表面淬火,电接触加热表面淬火,电解液加热表面淬火,激光加热表面淬火,电子束加热表面淬火。 四、感应加热表面淬火
(一)基本原理:
(二)加热频率的选用
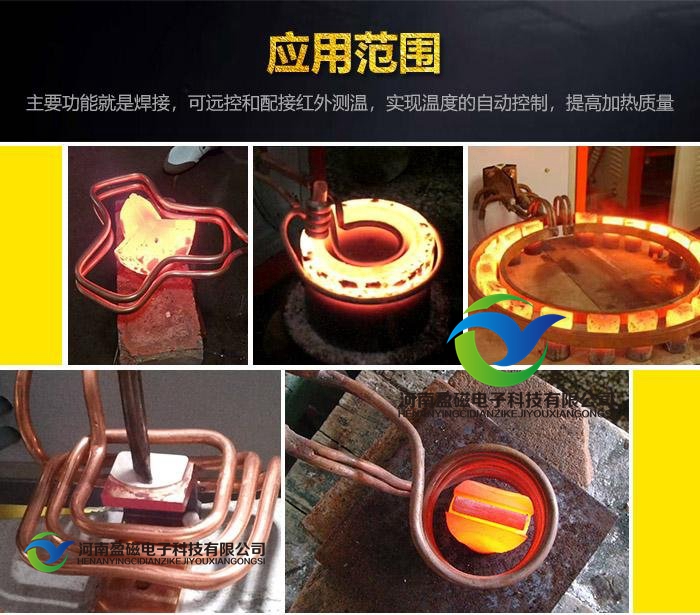
(三)、感应加热表面淬火的应用: 五、火焰表面加热淬火 适于中碳钢35、45钢和中碳合金结构钢40Cr及65Mn、灰口铸铁、合金铸铁的火焰表面淬火。是用乙炔-氧或煤气-氧混合气燃烧的火焰喷射快速加热工件。工件表面达到淬火温度后,立即喷水冷却。淬硬层深度为2~6mm,否则会引起工件表面严重过热及变形开裂。
|
 感应加热表面
感应加热表面
上一篇:感应热处理调质设备简介
下一篇:IGBT模块驱动及保护技术




